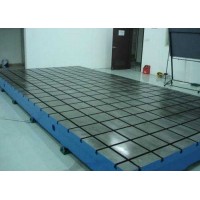
铸铁平台应用于动力机械设备的装配、调试、焊接、铆焊用的基准。可以固定机械设备。特殊规格可根据用户需求制造。精度:按国家标准计量检定规程JJG117-91执行,分别为3级、精刨。表面处理:工作面采用刮研工艺,用涂色法进行检验,保证了平面精度。工作面 般开有T型槽,也可根据要求加工长孔或圆孔等。
T型槽测试平台生产工艺:
一、T型槽测试平台机械加工:外观检验并划线、加工、检验。
二、T型槽测试平台毛坯:按技术要求制图纸、按图纸制作模型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;热处理毛坯,时效处理,其目的是降低铸件内部的应力,防止机械加工后的变形。
三、T型槽测试平台工件调平、人工刮研、检验科检验。
四、T型槽测试平台的外观处理、喷漆、包装、入库。
因为铸造过程中不规范造成,如将讲碳、硅含量以及在时效处理时因加快其冷却的速度,而导致因为时效处理不当而产生裂纹已经成为主要裂纹发生原因。)那么怎样有效的其防止T型槽测试平台冷纹发生的现象,怎样更好的养护好T型槽,以下是我整理出来的方法。
1、碳当量,应采用较高的碳当量,般碳当量的比例会在:若材质为HT250,碳当量以3.95为准,HT300以3082为准,HT350以3.76为准,这是标准的碳当量,需要严格的进行把控
2、高硅碳比,需要保证将硅碳的比例控制在0.57-0.62之间,这样属于高碳、低硅的现象平衡时,T型槽测试平台不会轻易的发生缺陷。
3、锰硫比,在铸造的过程中,我们威岳厂家会遵照锰硫比即Mn=1.71s+(0.2~0.3), 般偏差不会再0.36左右, 般会对HT250、HT300材质更加明显。
4、低合金化,般采用wCu=0.4 ~0.6 或者w(CU)0.2~0.4 ,在合金元素的础上,除以上公式外,还可以加入的元素有sb、sn、mo等。
5、在正常的生产中,是存在配料的配比的,那部分都需要均匀的放置,这样才会更好的保证内部的质量,般炉料配比都会遵守:生铁+废钢+回炉料+增碳剂这几种因素。
6、时效处理,曾在技术文章中,威岳小编介绍过时效处理的方式,今天小编在这在简单介绍下。时效处理会有三种:热时效、振动时效、自然时效三种方式,都会使用热时效,这是铸造铸铁平台比较常见的时效处理方式,这种时效处理方式也可以更好的保证平台的使用年限以及减少使用缺陷等问题。
T型槽测试平台http://www.chinaweiyue.com/是划线、测量、铆焊、工装工艺不可以缺少的工作台,也可以做机械铸铁平台等等。在T型槽测试平台的生产设计上采用箱体式、筋板式或其他结构型式。
在T型槽测试平台的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。装配平台经检定符合标准要求后,应附有产品合格证;产品合格证上应有本标准的标准号和产品序号。
咨询服务电话400-7659868 0317-2081839 0317-2081836
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 王女士13231713280 竭诚为您服务!

以上就是关于泊头T型槽测试平台人工刮研台T型槽标准件按图纸加工油槽全部的内容,关注我们,带您了解更多相关内容。